Accurate chiller fault finding & diagnosis saves money! This is because when the wrong parts are ordered and your machine still does not work- it has been a wasted visit with unneeded parts.
News Article No.12
Expert Training for Chiller Fault Finding & Diagnosis
All of our engineers are time served, attending the Government approved college course. This includes the F-gas HFC and BESA ammonia refrigerant handling certificates. Our engineers also go through rigorous training at The Maximus School of Chillers at Head Office in Manchester. Here we have various chiller types ranging from small air cooled chillers, to the panels for large water cooled, screw and centrifugal chillers. They have been wired up as test rigs to simulate the various fault conditions. The manager will simulate a fault and the engineer will then have to follow it through to a successful diagnosis. This off site training ensures that when our engineer attends site, he is armed with all the skills he needs to follow through the fault finding easily.
Technical Support Desk
Whilst on site, our engineer is connected to our live stream, real time Technical Support Desk on his laptop and smart phone. He can also face time the support desk on his device. We often find that it is a lot easier to show somebody something than describe it. This service is available to you the customer too- free of charge. It is just one of the many features that help us to achieve The MAXIMUS ADVANTAGE™ Any Chiller- Any Problem- Any Part- Any Refrigerant- Anywhere. PDF chiller manuals and wiring diagrams can be sent to our engineer’s phone and then printed off on your computer. This means that you have all the technical information you need, in the chiller panel for when our engineer is not in attendance. Just face time our support desk and we will talk you through. This helps to keep your service costs down as it will often save you the cost of a call out.
0161 237 3727
service@maximuschillers.com
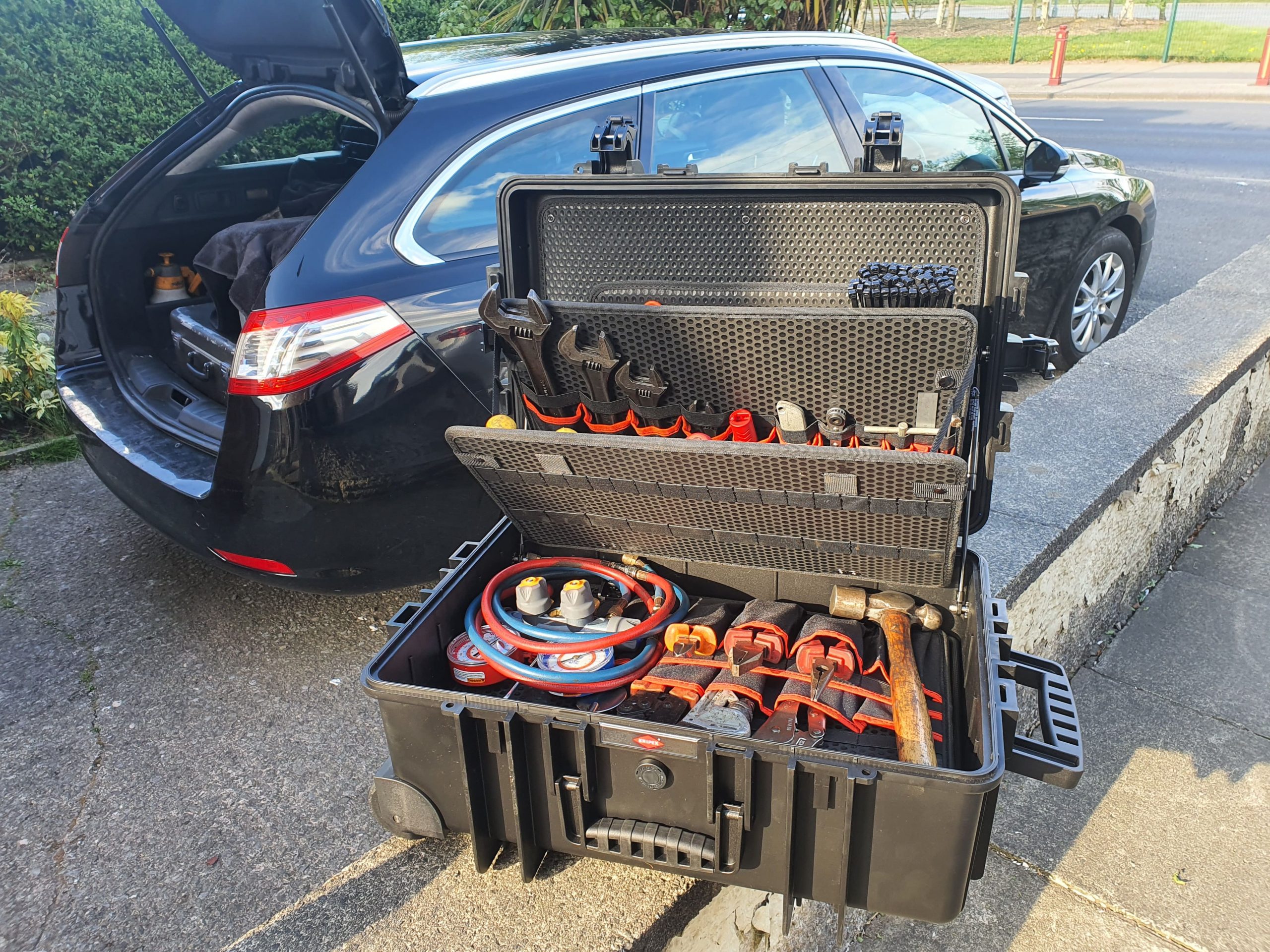
Mobile Workshop for Chiller Fault Finding & Diagnosis
Each car boot is a mobile workshop with a blueprint of equipment repeated across each car in our fleet. We have recently opened The Spanish Office with one engineer down there now too. Our fleet of cars in the UK are Peugeot 508 and in Spain our engineer has a Seat Arona. In both countries the equipment is duplicated and standardised. This is so that Head Office knows what each engineer has at his disposal while on site, so he can find out what the problem is- fast!
Fuse Wire
It is the small things that we carry that help- fuse wire for example. This is so that a big box of spare fuses does not have to be carried.
Contactors
We carry 4 medium sized contactors which have 24vac, 24vdc, 110v and 230v coils. Each has NO (normally open) and NC (normally closed) contacts. This means that a blown relay, or a process chiller compressor single phasing- will be repaired while on site. Just another cost saving exercise for you the customer.
0161 237 3727
service@maximuschillers.com
Fluke Multi Meters
Our multi meters are calibrated annually for accuracy. They are equipped with fused leads to protect the engineer when working on high voltages. They have long, thin prongs too for access to the most difficult locations. Electrical plugs which are fixed onto relay boards are a good example. We test:
Resistance Temperature Detectors
RTDs are sensors that are often: NTC (negative temperature coefficient) where the resistance drops when warmed. PTC (positive temperature coefficient) where the resistance goes up when warmed. The sensor reacts to temperature in a predictable way, so a chart can be composed by the manufacturer. This chart shows the resistance reading, which should correspond to a given temperature. When a resistance reading on the multi meter is not where it should be on the chart- the sensor has failed. We carry crocodile clips for our multi meter prongs because sensor wires can be difficult to hold against our standard prongs.
DC Chiller Fault Finding & Diagnosis
We mostly fault find the direct current which is associated with the controls of a chiller. DC is also found in inverter drives before it is re inverted back into AC on the compressor. We usually fault find inverter drives on either end, however, when the volts are AC. PCB electronics usually run on 5vdc as computer components work well with this kind of voltage. That is not to say that there is not 24v and 230v present on a PCB, it may be part of other things that the PCB is doing. We have the function to read DC on our multi meters.
AC Chiller Fault Finding & Diagnosis
The most often used function on our multi meters is AC. This is because most components around a chiller panel are usually AC. The safety chain including the low pressure, high pressure and flow switches are usually fed by a 230v supply. The 415v line volts to fans, pumps compressors etc. are AC too. On large air cooled chillers, the panel is quite big to control all of the components and devices around the chiller. On large screw and centrifugal chillers, it is just a small panel with the compressor starter panel usually being separate.
Fridge System
Our calibrated gauges can be fitted to a HFC or ammonia chiller with a selection of fittings for each machine type. We carry digital thermometers with various probe types to access the different parts of the machine. Usually, however, the pressures and temperatures are available on the chiller controller. We use these pressures and temperatures, along with a comparator app to diagnose the condition of the fridge system. Superheat and subcooling values are worked out which are transmitted, real time, to our technical support desk. This means, along with the data plate of the chiller which is stored in our system, we can provide you with a Quote for the service job while the engineer is still on site.
Related Articles:
Chilling Plant Service
Chilled Water System EEV Service
Water System Service of Evaporator
Process Chiller Vacuum Service
Air Cooled Chiller Condenser Testing
To read more about chiller diagnosis and chiller fault finding hit the Tags below.
Read more about chiller fault finding at The Engineering Mindset